
.jpg)

.jpg)


.jpg)
.jpg)















.jpg)
.jpg)

.jpg)




塑料造粒机工作原理
2022-10-31

文章段落
一、塑料造粒机介绍
二、塑料造粒机的工作原理
三、塑料造粒机构成
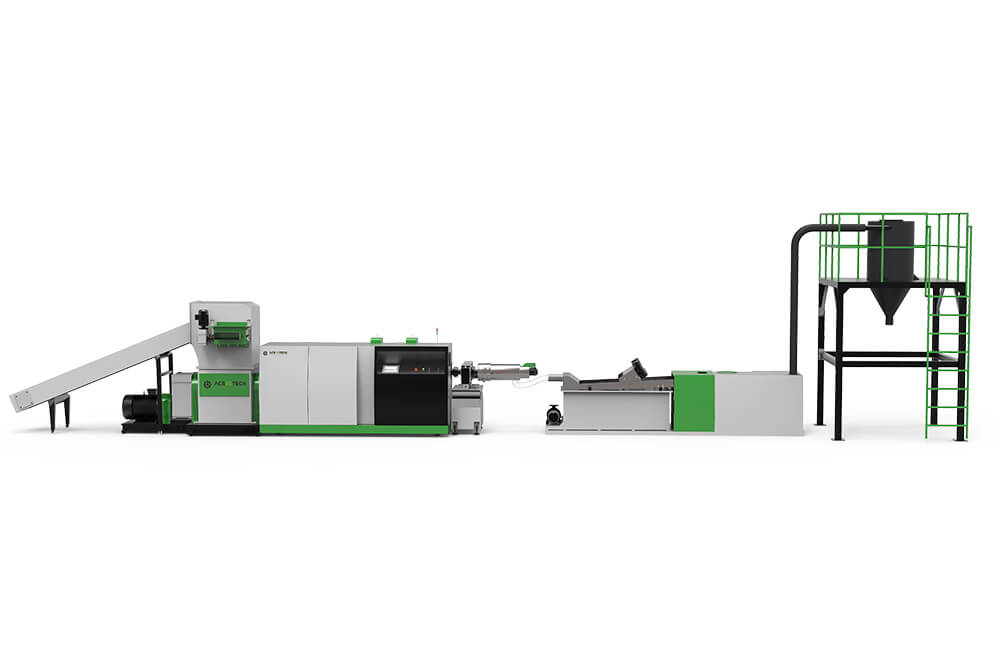
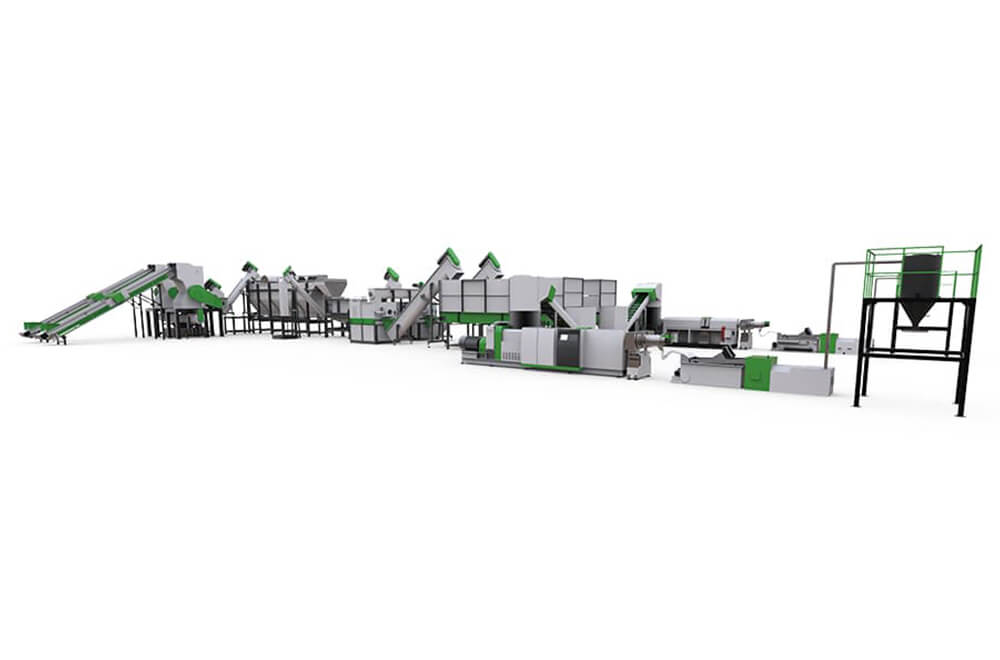
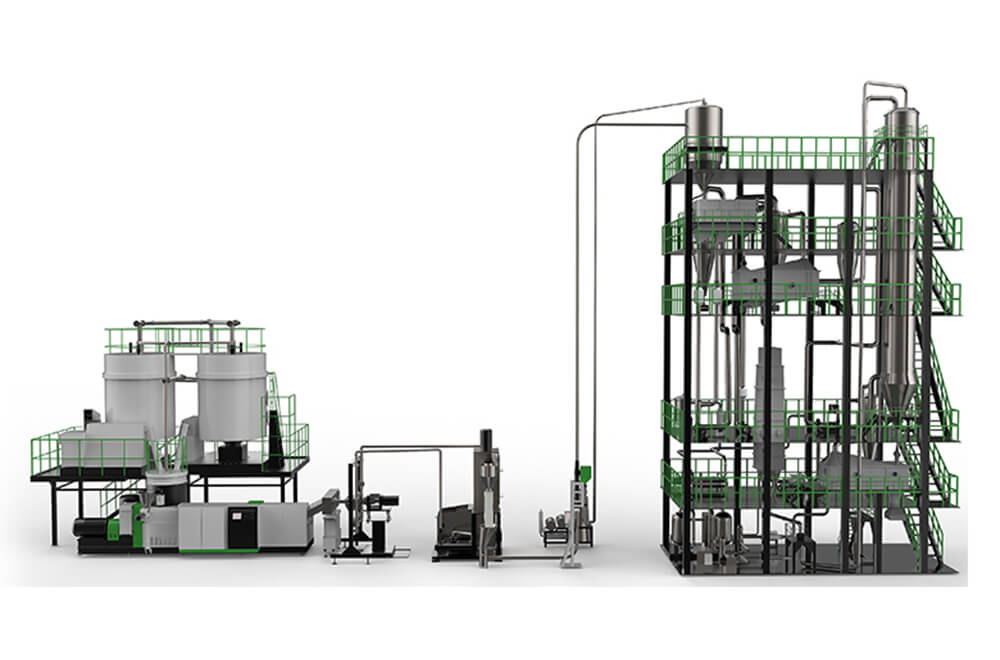
塑料造粒机介绍
根据不同的原料性能及客户的需求,可以造出多种不同形态大小的颗粒。而随着市场对于造粒机的需求量的增加,传统的手工造粒已无法满足市场需求。因此塑料造粒机应运而生。塑料造粒机是一种常用的塑料加工设备,它可以将塑料片材或者粉末状的塑料制成适合成型的小球或者颗粒。它的工作原理是:先将塑料片材或者粉末状的塑料放入机内,然后通过螺旋桨将它们进行混合。在混合的过程中会加入一些添加剂,使得塑料片材或者粉末更易于成型。接下来,将混合好的塑料物质通过卷刀对其进行分割,并由出料口排出。
.jpg "proimages/news/PELLETIZER_1_(1).jpg")
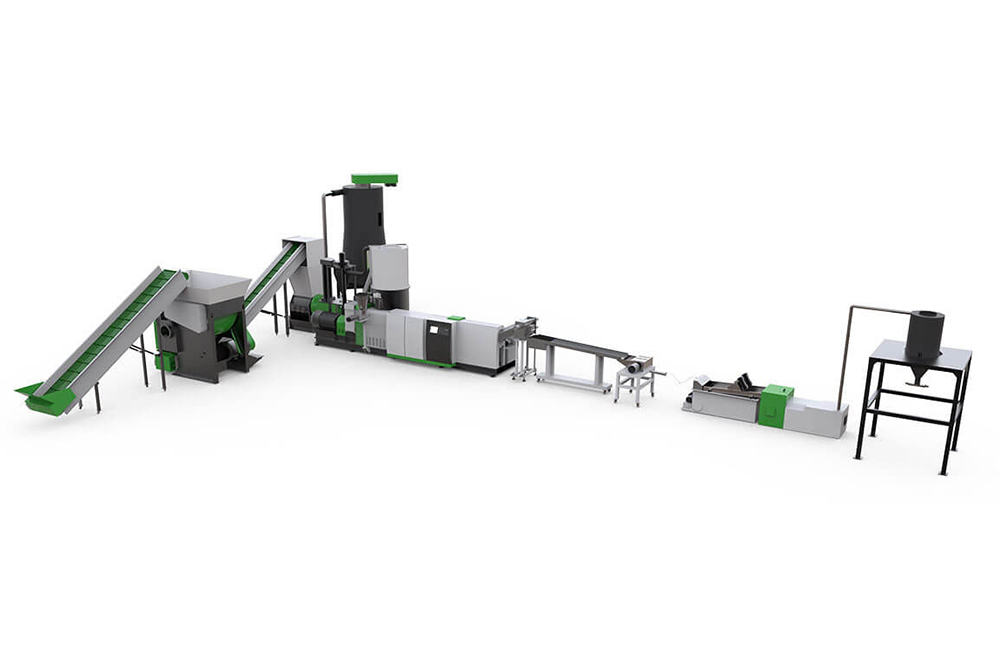
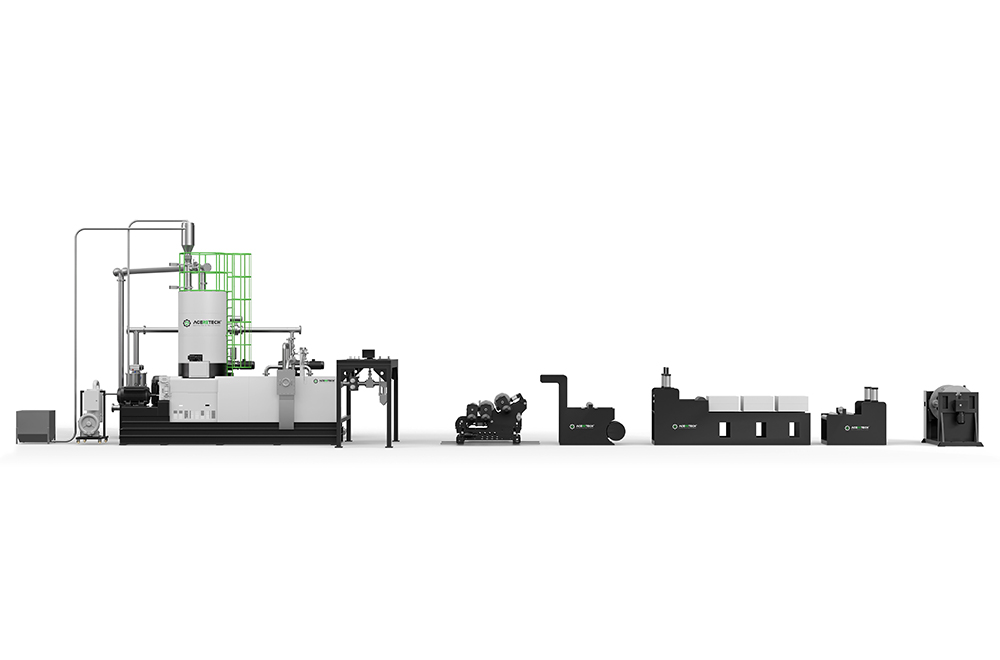
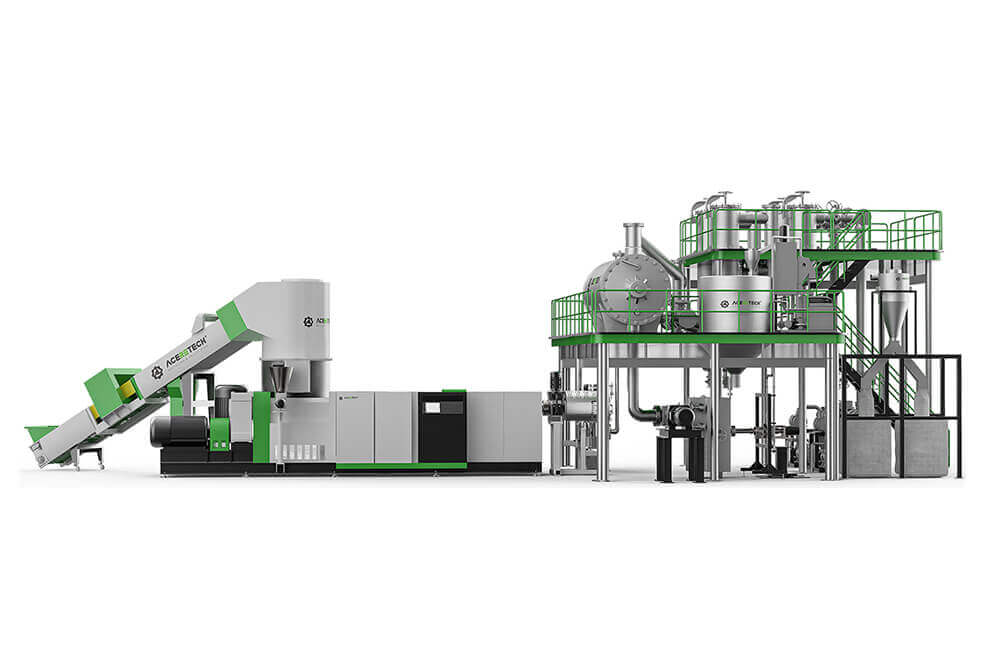
塑料造粒机的工作原理
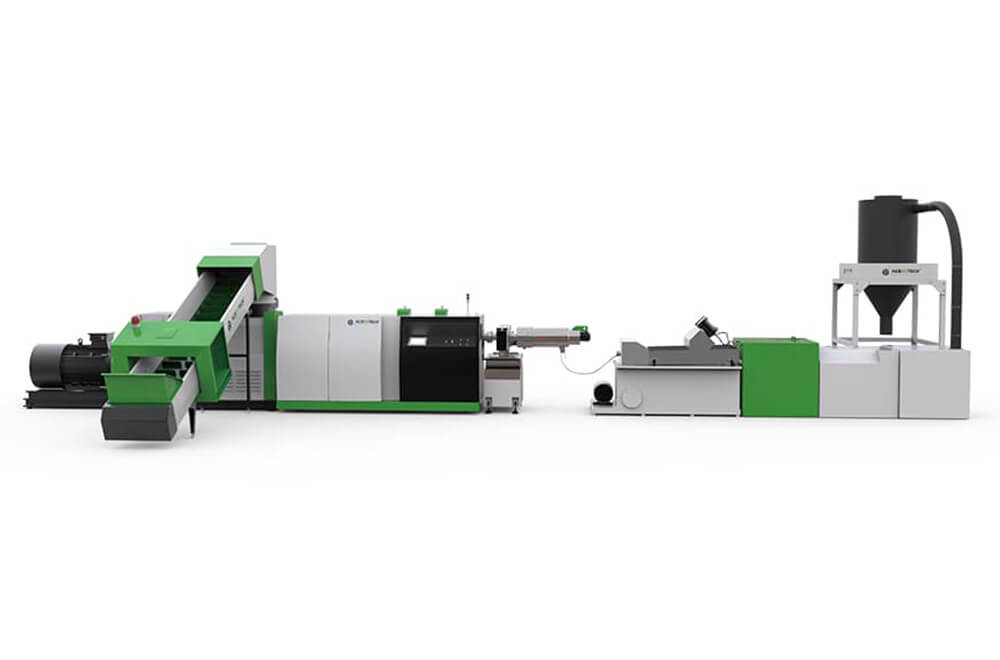
塑料造粒机是利用塑料材料的物理性质和化学性质,在适当的温度、压力、旋转速度下,利用冷却水或风冷却的方式,制成一定大小、形状的颗粒。塑料造粒机的工作原理是:首先将塑料材料进行粉碎或者混合,然后将其输入到塑料造粒机中进行加工,在加工的过程中会形成一定大小和形状的颗粒。
塑料造粒机在现在适用于各种塑料加工场合,其适用的塑料种类也很多,例如PP、PE、PS、ABS、PA、PVC、PC、POM、EVA、LCP、PET、PMMA等,可以实现对多种塑胶的再次生产加工造粒。那么,塑料造粒机的工作原理是什么呢?如下:
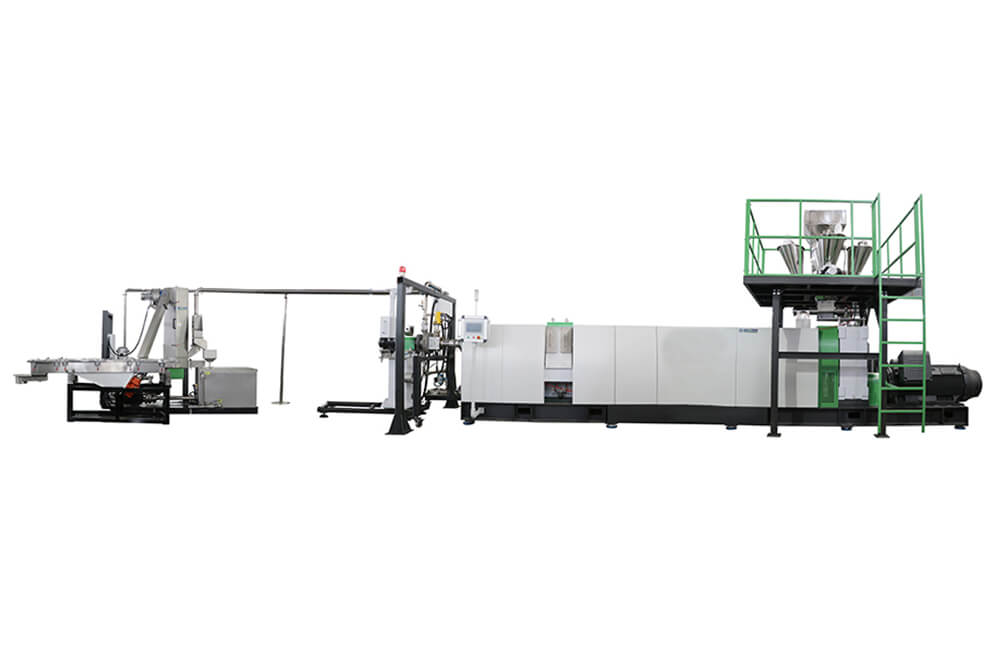
1.首先将塑料原料放入塑料造粒机的进料口,并由进料轮将其送入主体内部。
2.在主体内部,塑料原料会受到高温的熔化作用,并在螺杆搅拌和旋转的同时形成一个均匀的熔体。
3.当熔体达到一定流动性时,它会从主体的出口处流出。
4.然后,熔体会被冷却水冷却,并在冷却水中形成一个固态物质,进行切粒、振动脱水、运输至料仓。
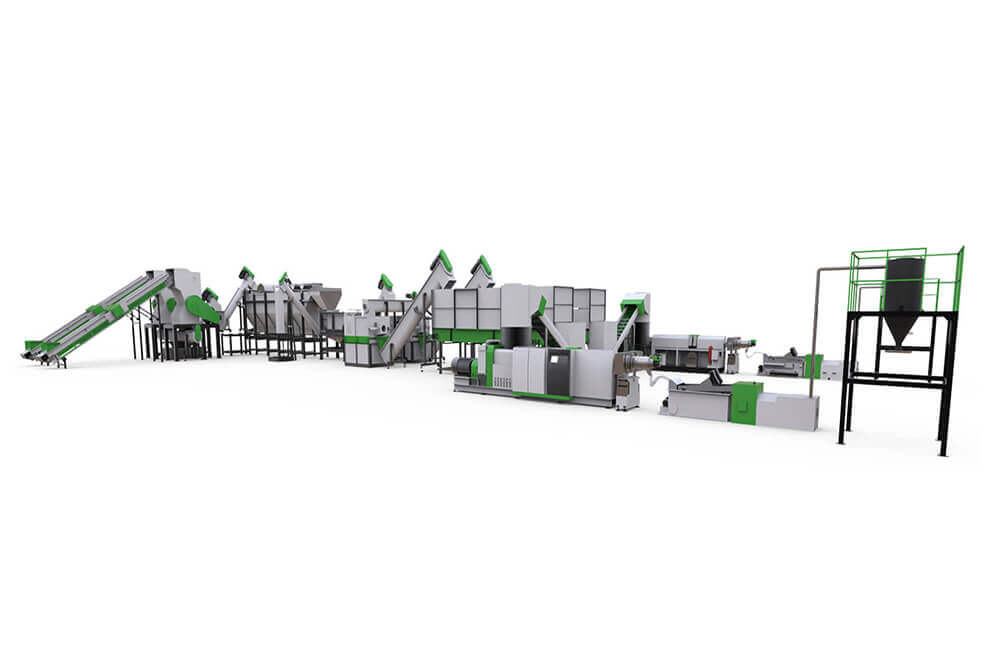
塑料造粒机构成
塑料造粒机的主机是挤塑机系统,它由挤压系统、传动系统、加热冷却系统及控制系统组成。
一、挤压系统:挤压系统包括螺杆、机筒、料斗、机头、和模具,塑料通过挤压系统而塑化成均匀的熔体,并在这一过程中所建立压力下,被螺杆连续的挤出机头。
(1)螺杆:是挤塑机的最主要部件,它直接关系到挤塑机的应用范围和生产效率,由高强度耐腐蚀的合金钢制成。
(2) 机筒:是一金属无缝管筒,一般用耐热、耐压强度较高、坚固耐磨、耐腐蚀的合金钢或内衬合金钢的复合钢管制成。机筒与螺杆配合,实现对塑料的粉碎、软化、熔融、塑化、排气和压实,并向成型系统连续均匀输送胶料。一般机筒的长度为其直径的16:1,以使塑料得到充分加热和充分塑化为原则。
(3)料斗:料斗底部装有截断装置,以便调整和切断料流,料斗的侧面装有视孔和标定计量装置。
(4)机头和模具:机头由合金钢内套和碳素钢外套构成,机头内装有成型模具。机头的作用是将旋转运动的塑料熔体转变为平行直线运动,均匀平稳的导入模套中,并赋予塑料以必要的成型压力。塑料在机筒内塑化压实,经多孔滤板沿一定的流道通过机头脖颈流入机头成型模具,模芯模套适当配合,形成截面不断减小的环形空隙,使塑料熔体在芯线的周围形成连续密实的管状包覆层。为保证机头内塑料流道合理,消除积存塑料的死角,往往安置有分流板(套筒),为消除塑料挤出时压力波动,也有设置均压环的。机头上还装有模具校正和调整的装置,便于调整和校正模芯和模套的同心度。挤塑机按照机头料流方向和螺杆中心线的夹角,将机头分成斜角机头(120度)和直角(90度)机头。机头的外壳是用螺栓固定在机身上,机头内的模具有模芯坐,并用螺帽固定在机头进线端口,模芯座的前面装有模芯,模芯及模芯座的中心有孔,用于通过芯线;在机头前部装有均压环,用于均衡压力;挤包成型部分由模套座和模套组成,模套的位置可由螺栓通过支撑来调节,以调整模套对模芯的相对位置,便于调节挤包层厚度的均匀性。机头外部装有加热装置和测温装置。
二、传动系统:传动系统的作用是驱动螺杆,供给螺杆在挤出过程中所需要的力矩和转速,通常由电动机、减速器和轴承等组成。
三、加热冷却装置:加热与冷却是塑料挤出过程能够进行的必要条件。
(1)现在挤塑机通常用的是电加热,分为电阻加热和感应加热,加热片装于机身、机脖、机头各部分。加热装置由外部加热筒内的塑料,使之升温,以达到工艺操作所需要的温度。
(2)冷却装置是为了保证塑料处于工艺要求的温度范围而设置的。具体说是为了排除螺杆旋转的剪切摩擦产生的多余热量,以避免温度过高使塑料分解、焦烧或定型困难。机筒冷却分为水冷与风冷两种,一般中小型挤塑机采用 风冷比较合适,大型则多采用水冷或两种形式结合冷却;螺杆冷却主要采用中心水冷,目的是增加物料固体输送率,稳定出胶量,同时提高产品质量;但在料斗处的冷却,一是为了加强对固体物料的输送作用,防止因升温使塑料粒发粘堵塞料口,二是保证传动部分正常工作。
四、控制系统:塑料造粒机的控制系统包括加热系统、冷却系统及工艺参数测量系统,主要由电器、仪表和执行机构(即控制屏和操作台)组成。其主要作用是:控制和调节主辅机的拖动电机,输出符合工艺要求的转速和功率,并能使主辅机协调工作;检测和调节挤塑机中塑料的温度、压力、流量;实现对整个机组的控制或自动控制。挤出机组的电气控制大致分为传动控制和温度控制两大部分,实现对挤塑工艺包括温度、压力、螺杆转数、螺杆冷却、机筒冷却、制品冷却和外径的控制,以及牵引速度、整齐排线和保证收线盘上从空盘到满盘的恒张力收线控制。
(1)挤塑机主机的温度控制:电线电缆绝缘和护套的塑料挤出是根据热塑性塑料变形特性,使之处于粘流态进行的。除了要求螺杆和机筒外部加热,传到塑料使之融化挤出,还要考虑螺杆挤出塑料时其本身的发热,因此要求主机的温度应从整体来考虑,既要考虑加热器加热的开与关,又要考虑螺杆的挤出热量外溢的因素予以冷却,要有有效的冷却设施。并要求正确合理的确定测量元件热电偶的位置和安装方法,能从控温仪表读数准确反映主机各段的实际温度。以及要求温控仪表的精度与系统配合好,使整个主机温度控制系统的波动稳定度达到各种塑料的挤出温度的要求。
(2)挤塑机的压力控制:为了反映机头的挤出情况,需要检测挤出时的机头压力,由于国产挤塑机没有机头压力传感器,一般是对螺杆挤出后推力的测量替代机头压力的测量,螺杆负荷表(电流表或电压表)能正确反映挤出压力的大小。挤出压力的波动,也是引起挤出质量不稳的重要因素之一,挤出压力的波动与挤出温度、冷却装置的使用,连续运转时间的长短等因素密切相关。当发生异常现象时,能排除的迅速排除,必须重新组织生产的则应果断停机,不但可以避免废品的增多,更能预防事故的发生。通过检测的压力表读数,就可以知道塑料在挤出时的压力状态,一般取后推力极限值报警控制。
(3)螺杆转速的控制:螺杆转速的调节与稳定是主机传动的重要工艺要求之一。螺杆转速直接决定出胶量和挤出速度,正常生产总希望尽可能实现最高转速及实现高产,对挤塑机要求螺杆转速从起动到所需工作转速时,可供使用的调速范围要大。而且对转速的稳定性要求高,因为转速的波动将导致挤出量的波动,影响挤出质量,所以在牵引线速度没有变化情况下,就会造成线缆外径的变化。同理如牵引装置线速波动大也会造成线缆外径的变化,螺杆和牵引线速度可通过操作台上相应仪表反映出来,挤出时应密切观察,确保优质高产。
(4)外径的控制:如上所述为了保证制品线缆外径的尺寸,除要求控制线芯(缆芯)的尺寸公差外,在挤出温度、螺杆转速、牵引装置线速度等方面应有所控制保证,而外径的测量控制则综合反映上述控制的精度和水平。在挤塑机组设备中,特别是高速挤塑生产线上,应配用在线外径检测仪,随时对线缆外径进行检测,并且将超差信号反馈以调整牵引或螺杆的转速,纠正外径超差。
(5)整机的电气自动化控制:这是实现高速挤出生产线应具备的工艺控制要求,主要是:开机温度联锁;工作压力保护与联锁;挤出、牵引两大部件传动的比例同步控制;收线与牵引的同步控制;外径在线检测与反馈控制;根据各种不同需要组成部件的单机与整机跟踪的控制。
.jpg "proimages/news/PELLETIZER_1_(2).jpg")
 联系我们
联系我们


