
.jpg)

.jpg)


.jpg)
.jpg)















.jpg)
.jpg)

.jpg)




什么是造粒机?
2022-10-31

文章段落
一、概述
二、发展现状
三、市场前景
四、塑料造粒机功能
五、塑料造粒机生产原理
六、技术特点
七、切粒方法介绍
八、切粒选型指南
九、造粒机工作过程中应注意事项
十、造粒机常见故障及处理办法
十一、选购注意事项
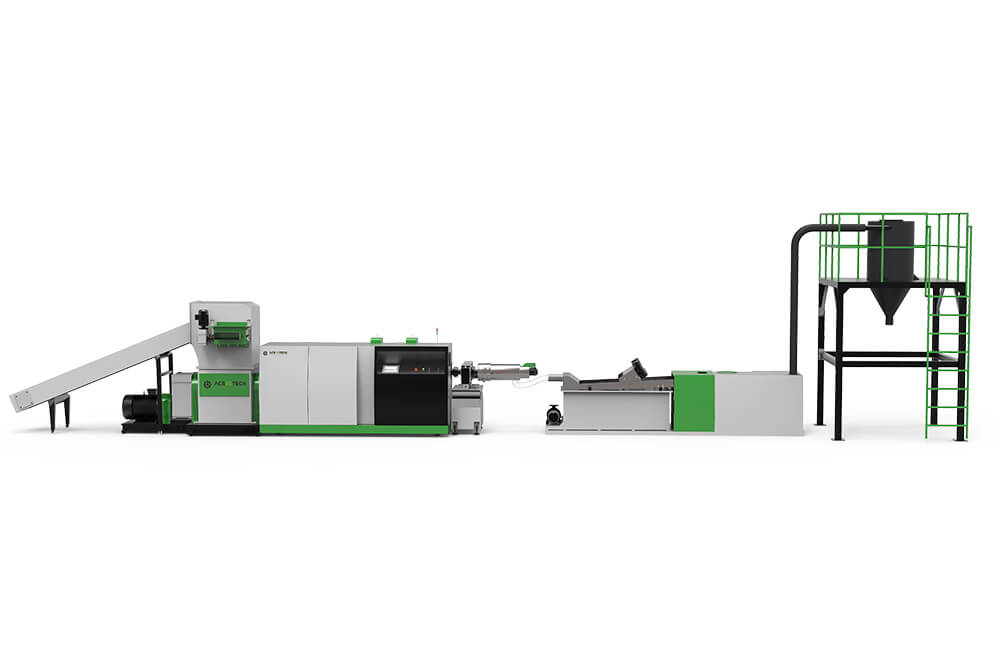
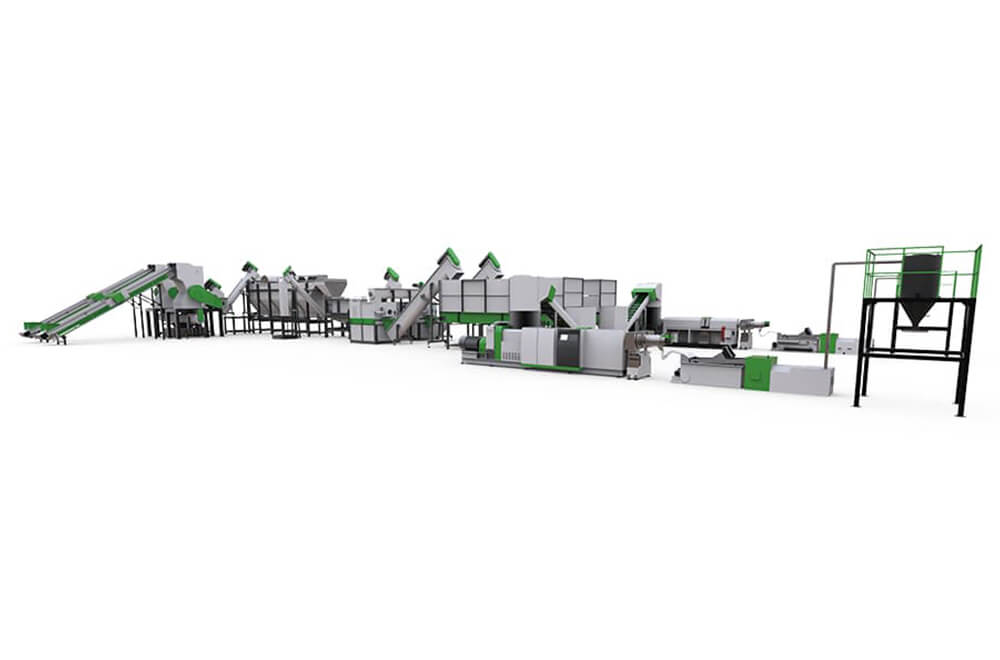
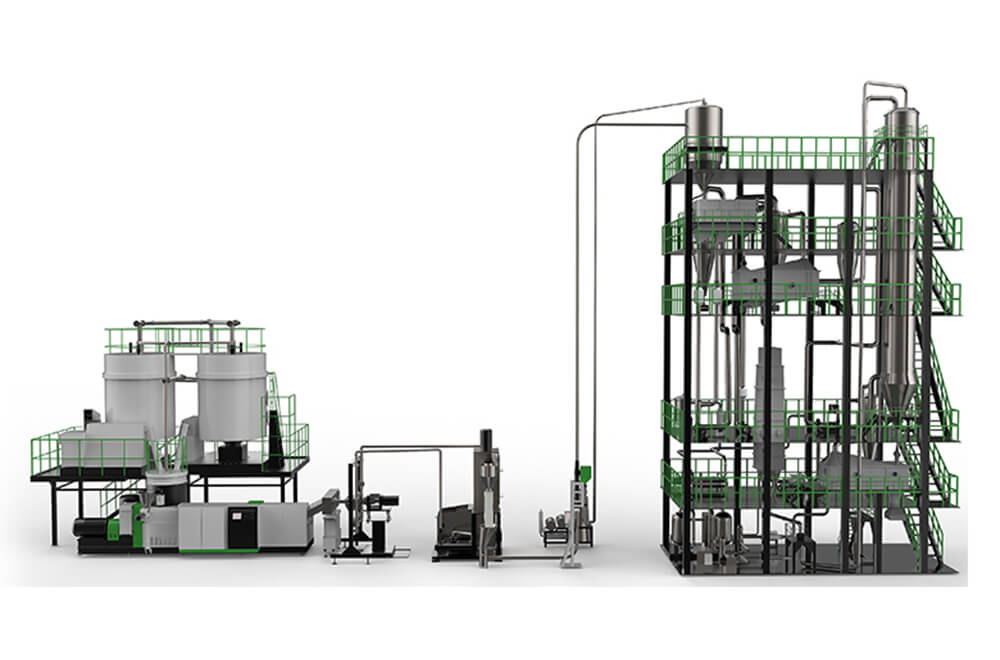
概述
造粒机是一种可将物料制造成特定形状的成型机械。可广泛应用于化工、石化、制药、食品、建材、矿冶、环保、印染、陶瓷、橡胶、塑料等领域。造粒机的节能上可分为两个部分:一个是动力部分,一个是加热部分。造粒机所需的功率与挤出量成正比关系,与滤网尺寸成指数关系。冷切粒系统,在加工过程的末了从已固化的聚合物切粒;而在模面热切粒系统中,当熔融状态聚合物从口模出现时即进行切粒,而在下游对粒料进行冷却。
.jpg "proimages/news/pelletizing_machine_1_(1).jpg")
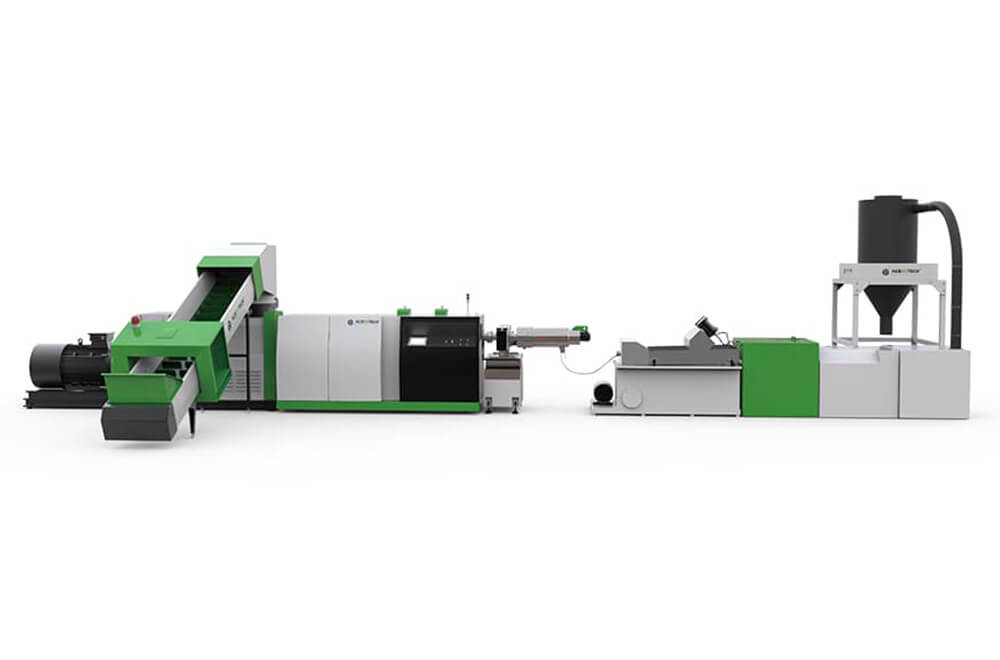
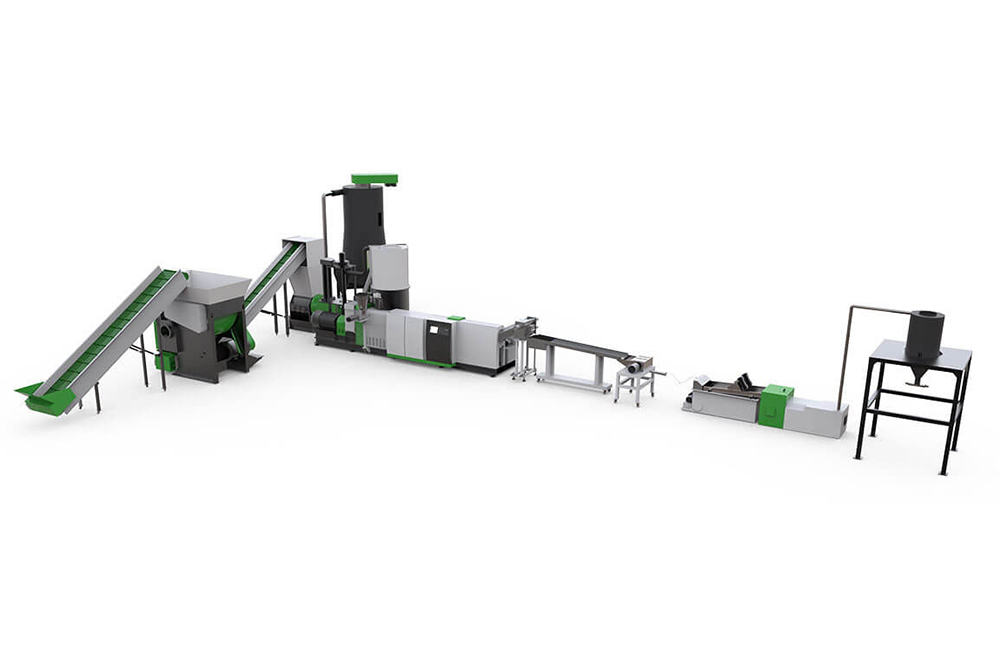
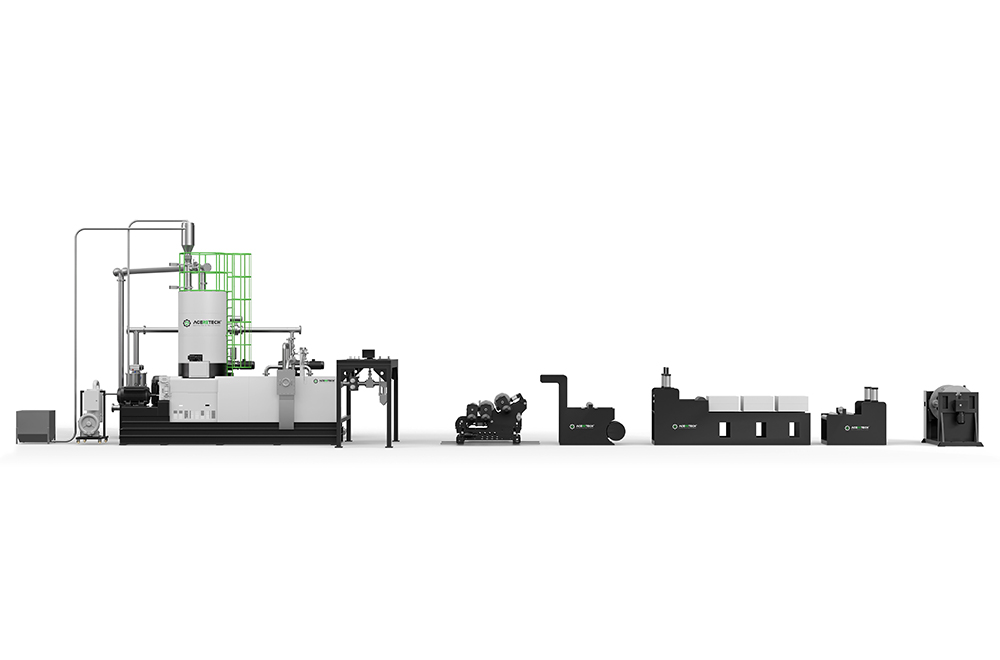
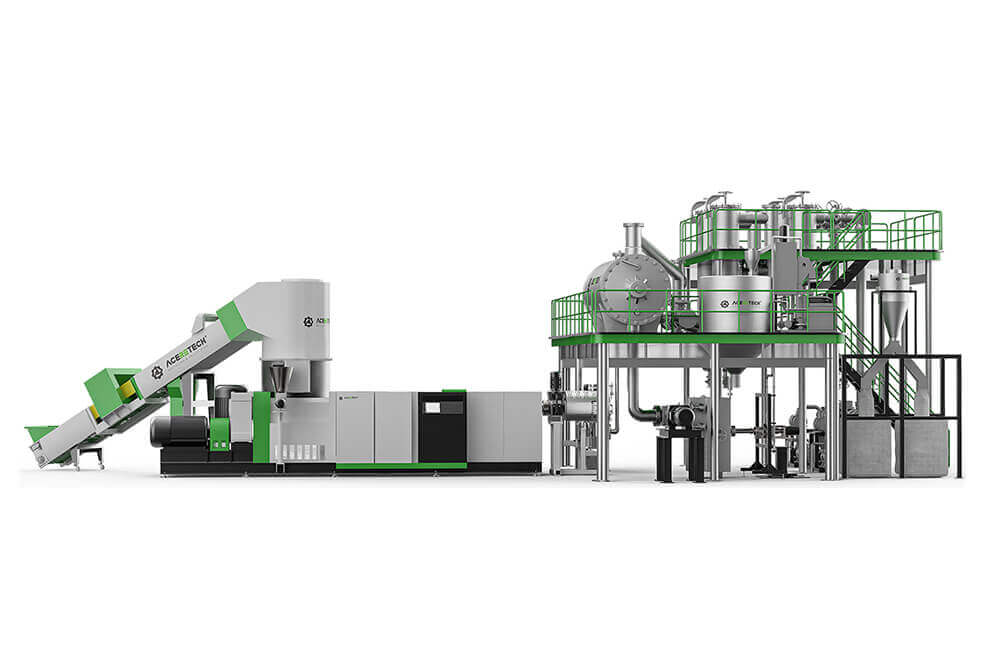
发展现状
面对严峻的能源与环境挑战,中国以全面、协调、可持续的科学发展观为指导思想,制定了至2020年的中长期能源科技发展战略与发展规划,这一能源环境发展战略的制定,也为中国塑料造粒机技术的发展指明了方向,探索塑料造粒机技术的新型发展道路势在必行。与工农业生产中的其它操作环节相比,塑料造粒机过程的节能与防治污染任务尤其迫切。
在探索塑料造粒机技术的新型发展道路时,必须对能效、环保以及产品的质量进行综合考虑,以求得全面、协调和可持续地发展。要实施高效与绿色塑料造粒机的发展战略,首先要走资源节约型发展道路,变单一粗放型塑料造粒机为组合、智能型塑料造粒机。不仅要从塑料造粒机工艺上进行根本改造,还要进行全面、多层次的节能技术改造,大力发展应用可再生能源与工业余热的塑料造粒机技术。从政府层面,要建立与完善塑料造粒机设备的综合评价准则与行业标准,建立宏观调控与市场调节机制,加快塑料造粒机技术的更新换代。
.jpg "proimages/news/pelletizing_machine_1_(2).jpg")
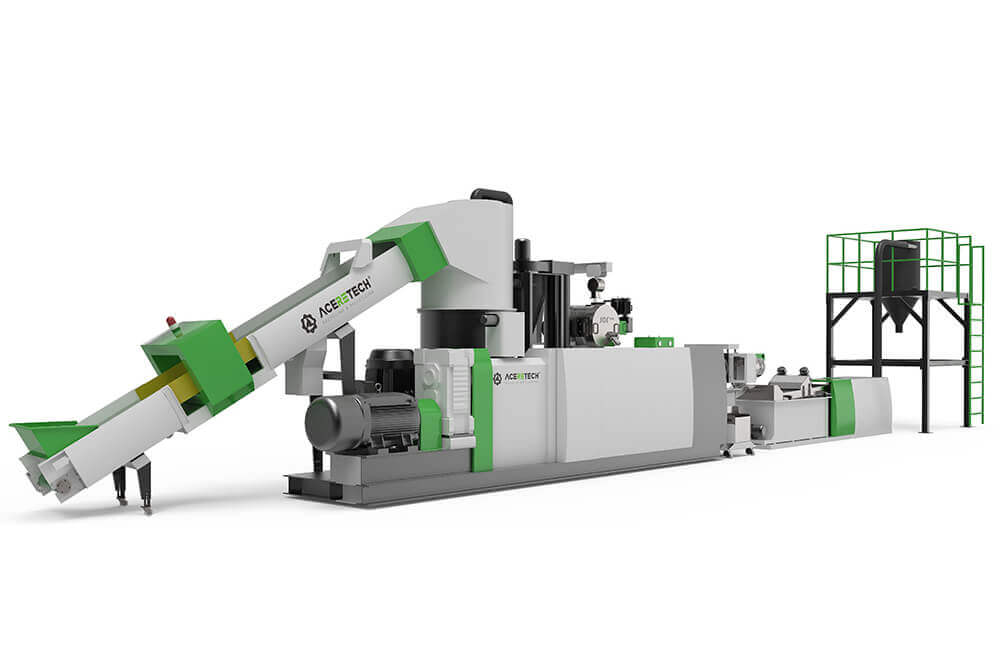
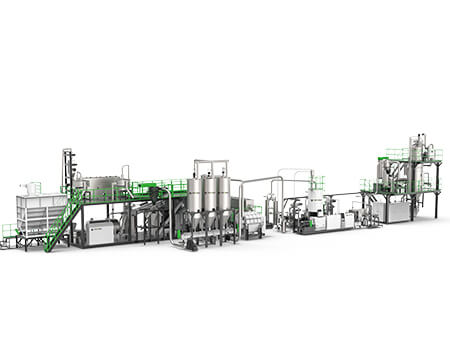
市场前景
石油石化行业所用塑料造粒机越来越趋于大型化,且因需求旺盛,供应偏紧、交货期延长的局面越来越突出。造粒机是指根据不同用途在树脂中加入不同添加剂,经过加热、混炼、挤压成型,把树脂原料制成适合二次加工的颗粒状产品的机组,塑料造粒机广泛应用于石油石化行业。
业内专家表示,由于全球石油化工行业发展异常迅猛,对塑料造粒机的需求快速增加,塑料造粒机越来越趋于大型化,且用户对机组的机械稳定性及节能降耗要求也越来越高。导致造粒机供给困难、交货期延长的主要原因是源于需求量增加。
塑料造粒机功能
采用特殊的螺杆设计及不同配置,适用于生产PP、PE、PS、ABS、PA、PVC、PC、POM、EVA、LCP、PET、PMMA等多种塑胶的再生及混色造粒。减速箱采用高扭矩的设计,实现了无噪音运转平稳等性能。螺杆,料筒经特殊的硬化处理,具有耐磨,混炼性能好,高产量的特性,真空排气或普通排气口的设计,能在生产过程中将水分,废气排走,使出料更稳定,胶粒更结实,保证了产品优良品质。
塑料造粒机生产原理
采用高温熔融、塑化、挤出的过程改变塑料的物理性能,达到对塑料的塑化和成型。
塑料造粒机用途
塑料造粒机主要用于加工废旧塑料薄膜(工业包装膜、农业地膜、大棚膜、啤酒包、手提袋等)、编织袋、农用方便袋、盆、桶、饮料瓶、家具、日常用品等,适用于大部分常见的废旧塑料,是废旧塑料再生行业用途最广,使用最广泛,最受用户欢迎的塑料再生加工机械。
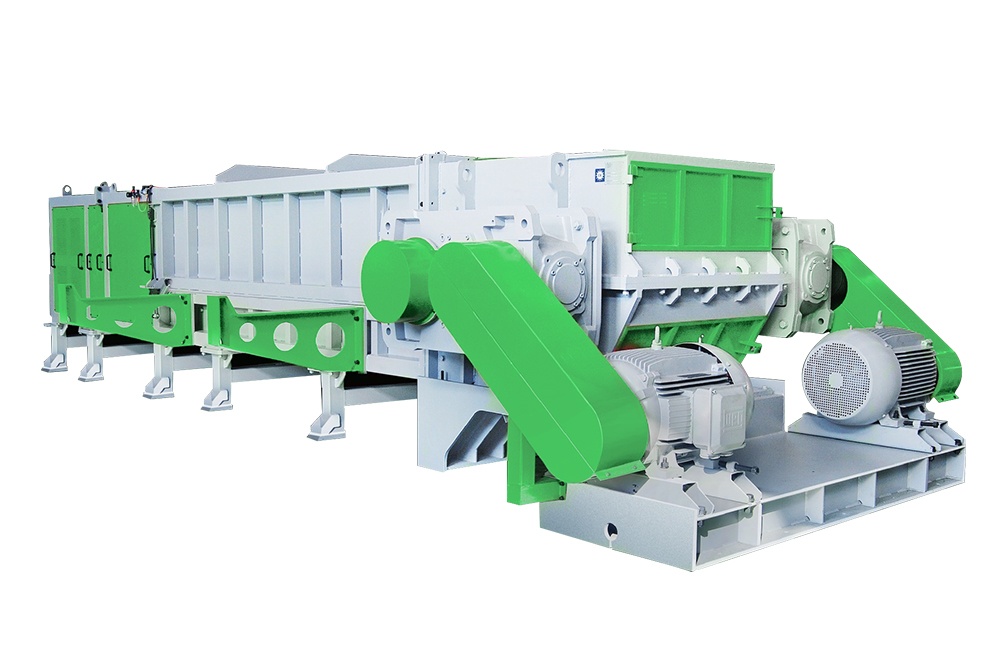
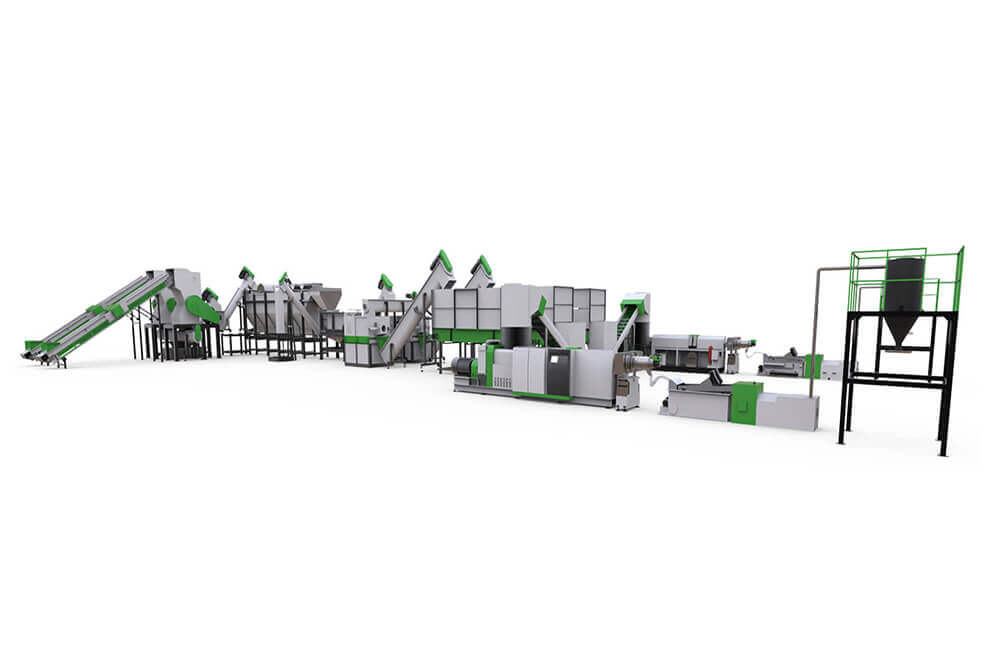
技术特点
螺杆
更改了螺杆的造型设计,加大了螺杆间的螺纹间距在加热时能够使塑料在机筒内充分的塑化熔融;采用变径式,在技术上增加了螺杆的相对使用寿命;材料上采用高强度38CrMoAlA提高了整个机器的性能。
机筒
机筒的设计采用45#钢经过精细加工后淬火处理具有较高的硬度和一定的耐磨耐腐蚀性能,并且在进料端出设置有一定大小的槽孔,方便进料。
加热系统
加热系统由加热圈组成,分开分布在机筒外,均匀对机筒内的材料进行加热塑化,通过电柜上仪表控制,形成自动调节设定温度的变化。
冷却风机
为了达到机筒内温度的稳定,设计上在机筒底部增加了冷却风机,通过温度的自动控制当温度过高时自动冷却,增加了机筒温度稳定性。
机头
为了保持挤出的塑料不会出现因温度降低,流动性不足,妨碍挤出。特定地在机头外增加了一定功率的加热圈,保证了出料的正常饱满。并且在机头上设置的出料孔为平行15孔型,加大了出料量增加了生产速度。机头结构式平行挤出机头,螺纹同料筒相连接,当更换网板时可以省时省力。
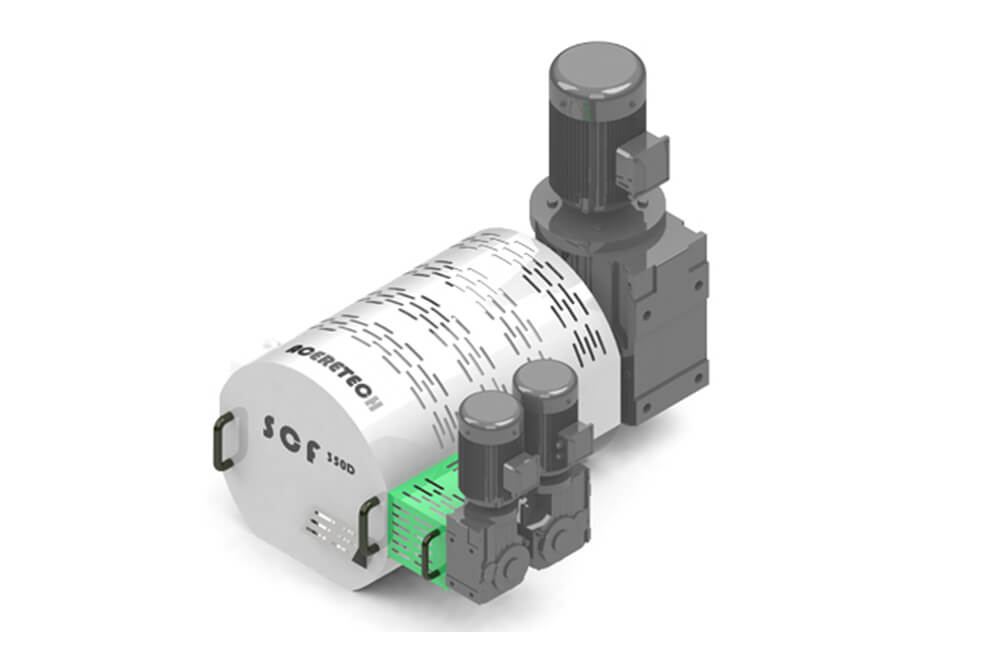
切粒系统
条料经过冷却系统的冷却后进入切粒机进行滚切成颗粒状,方便包装。在切粒机上设置着滚动进料轮,由电机的带动自动地将材料往机体内传送,机体内部的滚动刀片进行切断。
.jpg "proimages/news/pelletizing_machine_1_(3).jpg")
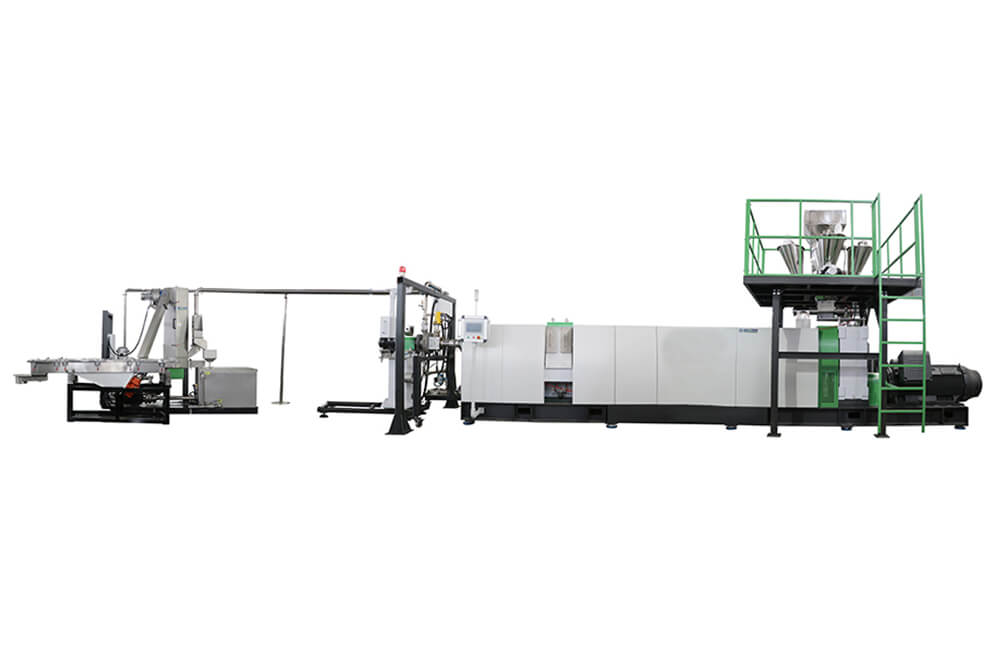
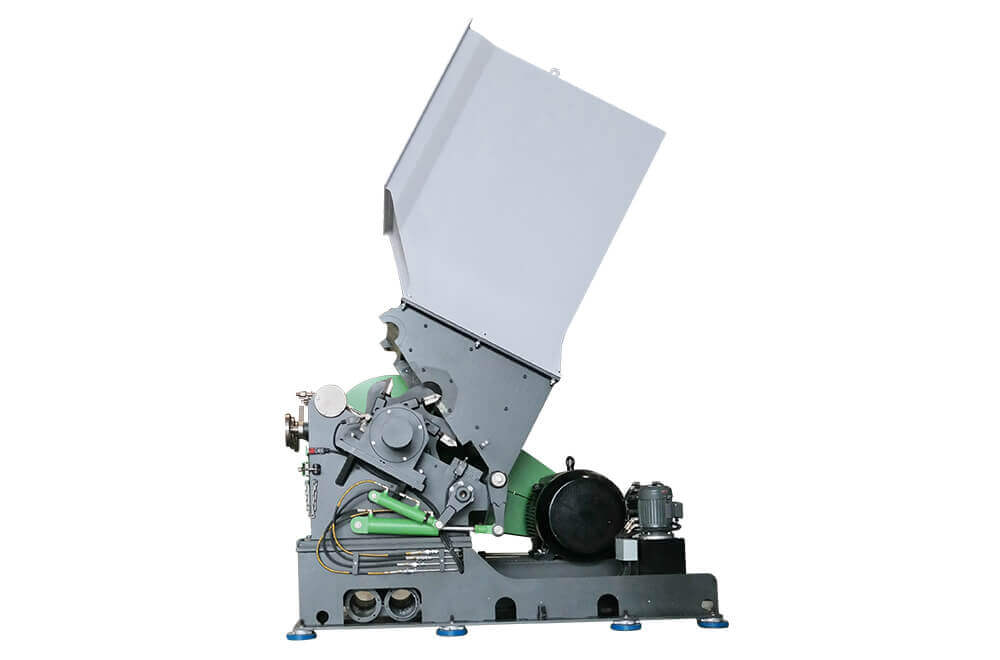
切粒方法介绍
造粒机切粒方式主要有:水环切粒、水下切粒、拉条切粒
切粒选型指南
造粒机在造粒时应如何选择造粒方法?
1、物料特性:物料是粉末状还是熔融液,浆状和音糊状的物料能否进行泵送和雾化,物料是否有热敏性等,选用时必须加以考虑。
2、对生产能力的要求:如果要求的生产能力较大,有许多方法便不能应用。
3、团粒的粒度和粒度分布的要求:有些方法,如喷雾干燥造粒只能得到很细颗粒,将粉末进行团粒化方法也只能得到较小颗粒,而其他一些方法如压制,则可得到很大的团块。
4、团粒的形状:滚动、搅拌造粒、喷涂造粒得到的是近似球状的颗粒;喷丸冷却固化造粒可以得到完全成球形的颗粒;挤压造粒则能生产柱粒。不同形状的颗粒对后续工作可能产生的影响,应当予以估计。
5、团粒的强度:由粉末团化、喷丸造粒所得的颗粒,其机械强度较弱。如需高强度的颗粒,则需采用压制方法或烧结、焙烧强化,用挤压成型要选择高强度的黏结剂。
6、团粒的空隙率和密度空:隙率和密度与强度密切相关,一些挤压造粒的过程能较好控制空隙率和密度,以适应某种应用需要。
7、湿法和干法:湿法造粒需要昂贵的溶剂,并且取药进行后干燥,可能造成溶剂损失,某些物料可能对溶剂敏感而不适于湿法,还有些物料可能在干燥时重结晶为不同形状,也不能用湿法;干法造粒易产生粉末,不适于处理有毒化学药品及其他有危险的物料。
8、空间限制:例如挤压法,用较小的装置可以得到较高的生产能力,而其他的一些方法,例如喷丸造粒,需要有较高的垂直空间可以安装塔设备。
在选择时至少可以初选出两种不同的造粒方法,然后通过试验再作进一步的精细考虑。再考虑设备的可靠性、灵活性是否易于制造和维修,所需产量下总费用最少原则,做出最后的选择。
造粒机工作过程中应注意事项
1、随时注意机身温度变化,用干净手触摸条子不沾手时,应立即升温。直至条子沾手为正常。
2、减速机轴承部位烧手时,或伴有噪音应停机及时检修,并补充加油。
3、主机轴承室两端轴承部位发烫烧手或有杂音时,要停机检修。
4、注意摸清机子的运行规律,如:机温高低,转速快慢,可根据情况,及时处理。
5、机身运转不稳定时,应注意检查连轴器吻合的间隙是否太紧,要及时调松些。
造粒机常见故障及处理办法
原因:传动V带宽松,磨损打滑;安全键宽松脱落或者断开。
处理方法:调整V带中心距,拉紧皮带,或者更换新的V带;检查安全键,分析断裂原因,并更换安全键。
2、主机不转动或瞬间停机
原因:主电动机的电源未接通;加热升温时间不足,或其一加热器不工作,从而造成扭矩过大使得电机过载。
处理方法:检查主机电路是否接通,接通电源;检查各段温度显示,确认预热升温时间,检查各加热器是否已损坏或者有接触不良现象,并排除。
3、螺杆运转正常,但不出料
原因:料斗进料不连续;进料口有异物堵塞或产生“架桥”;螺槽内掉入金属坚硬物堵塞螺槽,不能正常送料;
处理方法:增加进料量使螺杆送料连续稳定;停机排除料口中的异物消除“架桥”现象;如果确认有金属异物掉进螺槽中,应立即停机拆卸螺杆,排除金属异物。
4、排气孔冒料
原因:原料不够干净带有杂质;进料速度过快使得螺杆挤出不稳定;塑化温度不够螺杆挤出成问题。
处理方法:把原料清洗干净再进料或者更换过滤网;减少进料量使塑化稳定螺杆顺利挤出;提高塑化温度(温度不宜过高,以防烧伤塑料,影响生产质量)。
选购注意事项
1、减速箱要好,里面的齿轮必须经过热处理,轴承可调。
2、变速箱、螺杆、炮筒、机头及磨损部件要用经强度处理,寿命保证1年以上。
3、主要部件要用标准材质。
4、减速器和电机选购专业厂家生产套装的,不买造粒机厂家自己组装的。
5、要有配电工作柜。
6、设备最最关键的是螺杆和料筒质量要好。
7、加温要分段,分段加温要均匀可控。
8、高效节电。
9、机的长径比不能超过20(在16:1—20:1为宜,也就是说螺杆长度是螺杆直径的16—20倍)。
10、型号不得小100,越大产量越高。
11、要有双排气。
12、造粒机法兰(模头)的加热功率十分重要,要按每平方厘米(截面积)2.5W进行设计。
 联系我们
联系我们


